
About an hour's drive from Prague in the Czech Republic, you find a small town called Všetaty. One company stands out in the aerial photos: Thimm Packaging Srl. We soon realize this is a massive factory as we approach the company. The roads can barely manage the heavy traffic needed to bring raw materials to the site and finished corrugated boxes to the company's customers. Let the tour begin!
By Editor Morten B. Reitoft
We went to Všetaty because four years ago, Thimm decided to invest in a Highcon Beam 2C, and I will write more about it in a moment, but for context, let me explain more about Thimm Packaging. In a way, the company is simple. Raw materials in - finished boxes are out, but when you visit the site, you soon realize that how this production is designed and operated is, in my view, unique.

At one end of the building, you find a BHS Courrugater line capable of producing almost any corrugated material; if you haven't seen a corrugator line before, the size will surprise you. It's (and I am guessing) 50-70 meters long, 5-6-7 meters wide, and maybe 5-6 meters tall. I wish I had measured it because when you see it, the size does surprise you. The machine can produce up to almost 300 meters per minute, and as if this wasn't enough, the finished boards are delivered directly to an automated 'floor' that moves the stacked boards in all directions.
The stacks of the boards are registered in a computer automatically and brought directly to the flexo-printing machines from BOBST and Göpher that not only print but also die-cut the sheets, deliver them to a palletizer or a robot, pack and wrap the finished products, and then again moved automatically to either the gluing department or to the warehouse where the goods are soon delivered to the customers.
To see this in real life is simply amazing. The 350 employees deliver production around the clock. When I ask about the utilization of the machines, Plant Manager Kamil Mašek and I talk about bottlenecks - and funny enough, before the new BHS corrugator was installed, the bottleneck was on making the sheets. Now the bottleneck is the printing machines, and every time a new piece of technology is installed, the bottleneck changes.




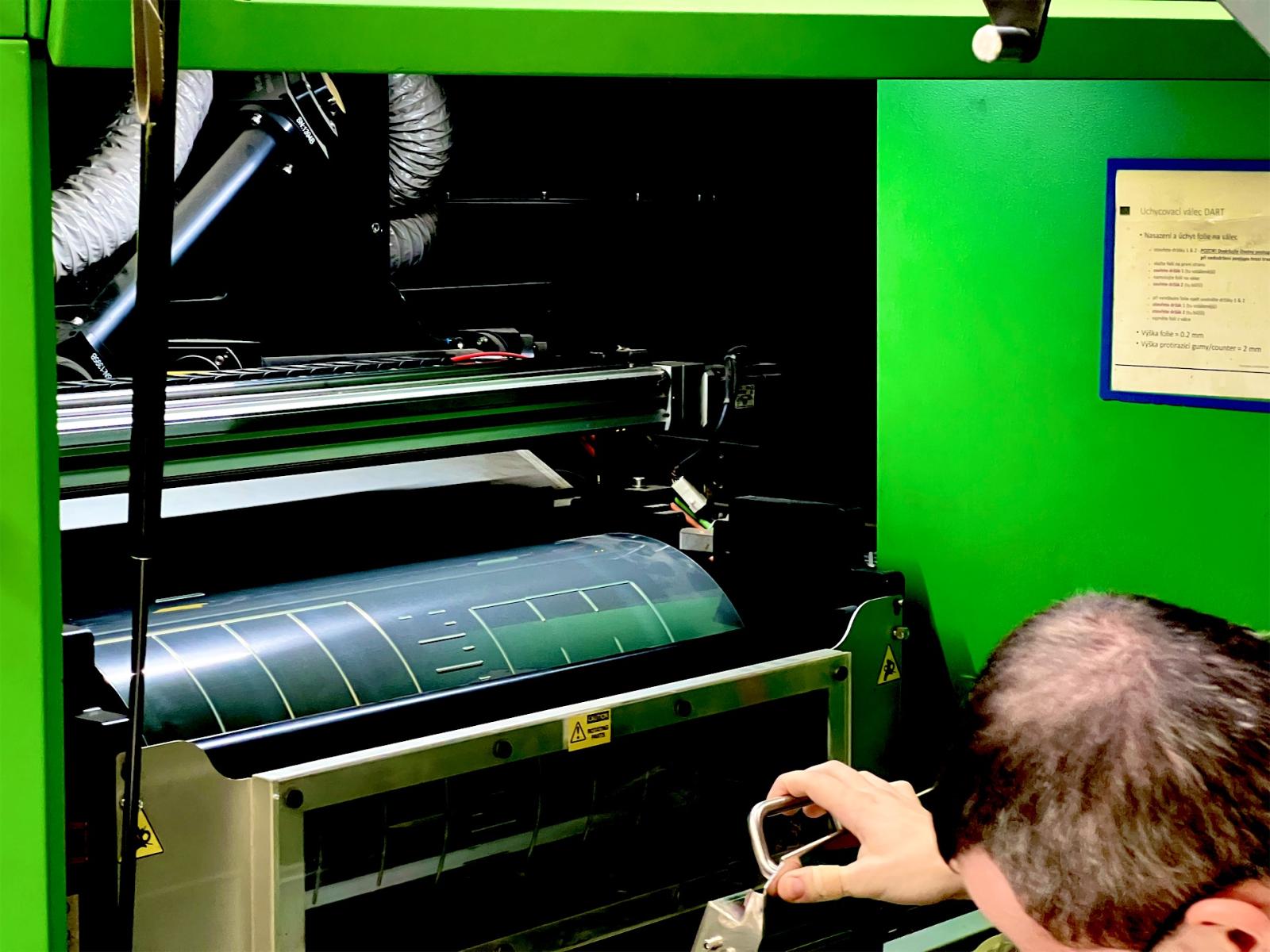

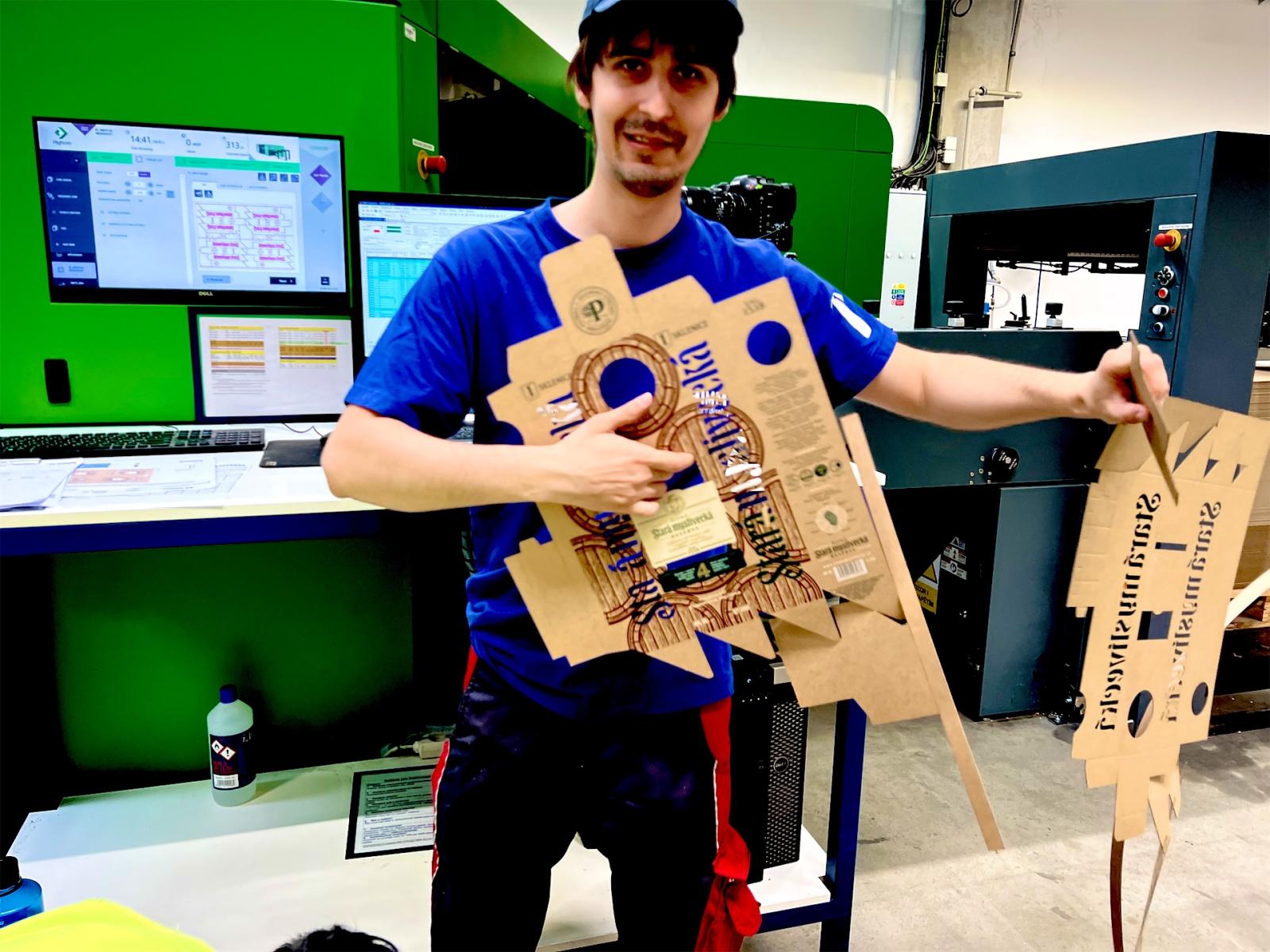
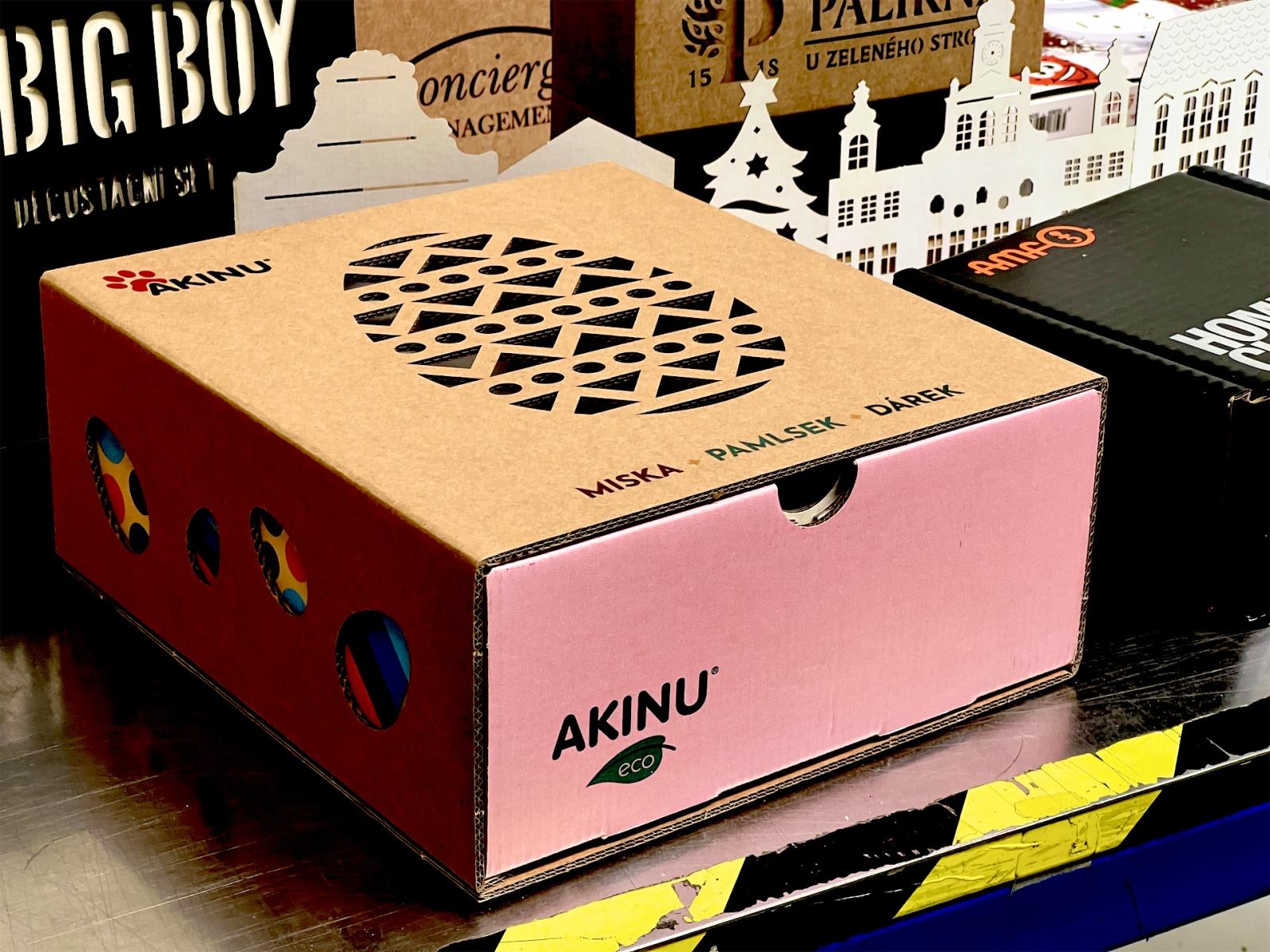
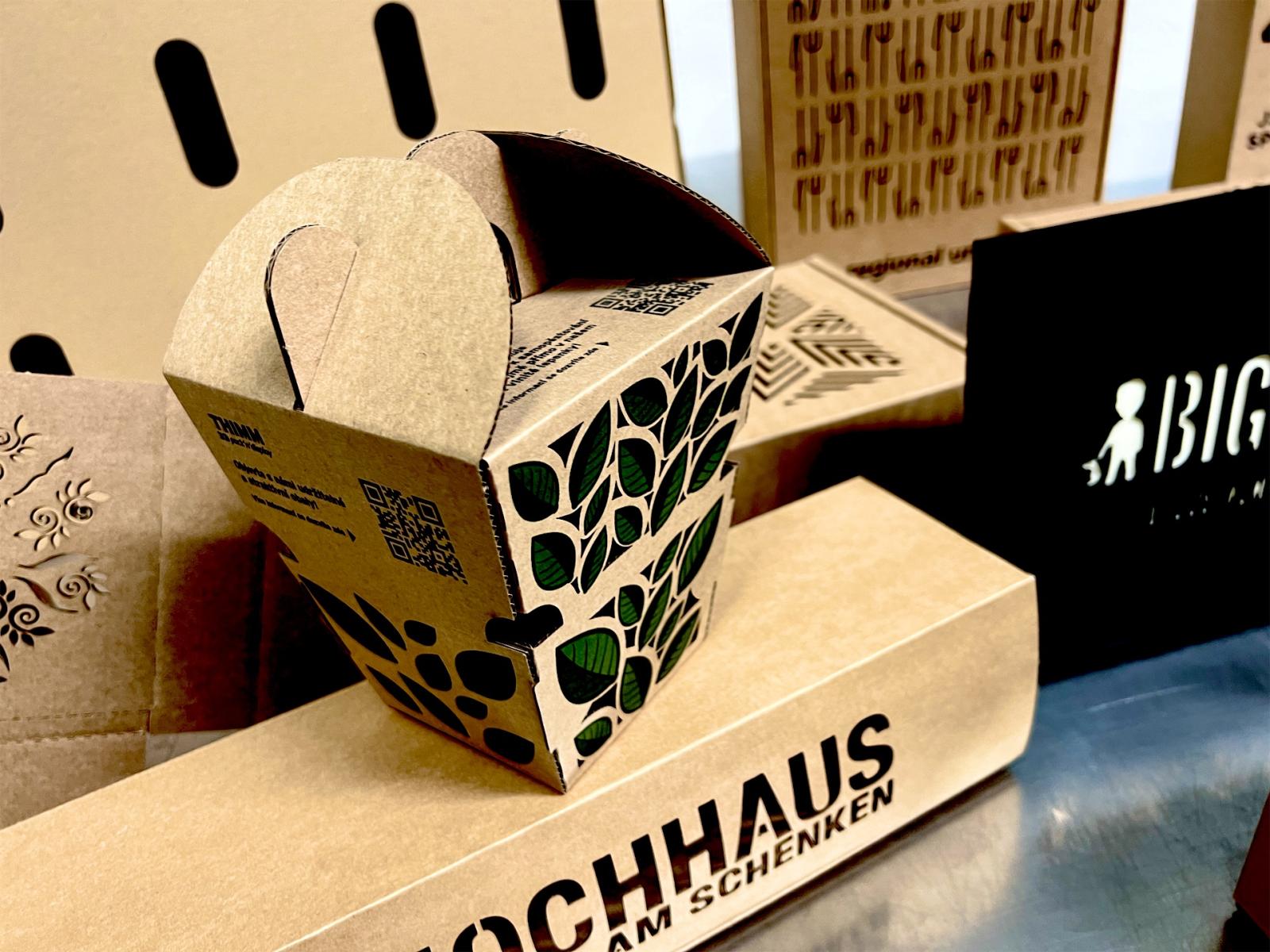
The first time I saw a Highcon was years ago with a Swedish Packaging company, Gafs Kartong. I was amazed as they showed me an amazingly complex design for a luxury Apple juice product (as far as I remember). The box was covered with cut-out circles making the box very beautiful and, at the same time, totally impossible to do with a die-form. Later at drupa, Highcon exhibited showing women dressed in unique dresses made of paper, and Highcon almost became a synonym with paper art - and less industrial-scale production. Later, I visited Autojon in France to see another Highcon machine in a packaging company. No question that Highcon at this time was established as a 'haut couture' finishing device capable of producing remarkable things, but Highcon wanted their technology to be seen and accepted as an industrial-scale completing device. Today it is, and when you visit the technology at a company like Thimm, you understand that the machine serves some impossible purposes!
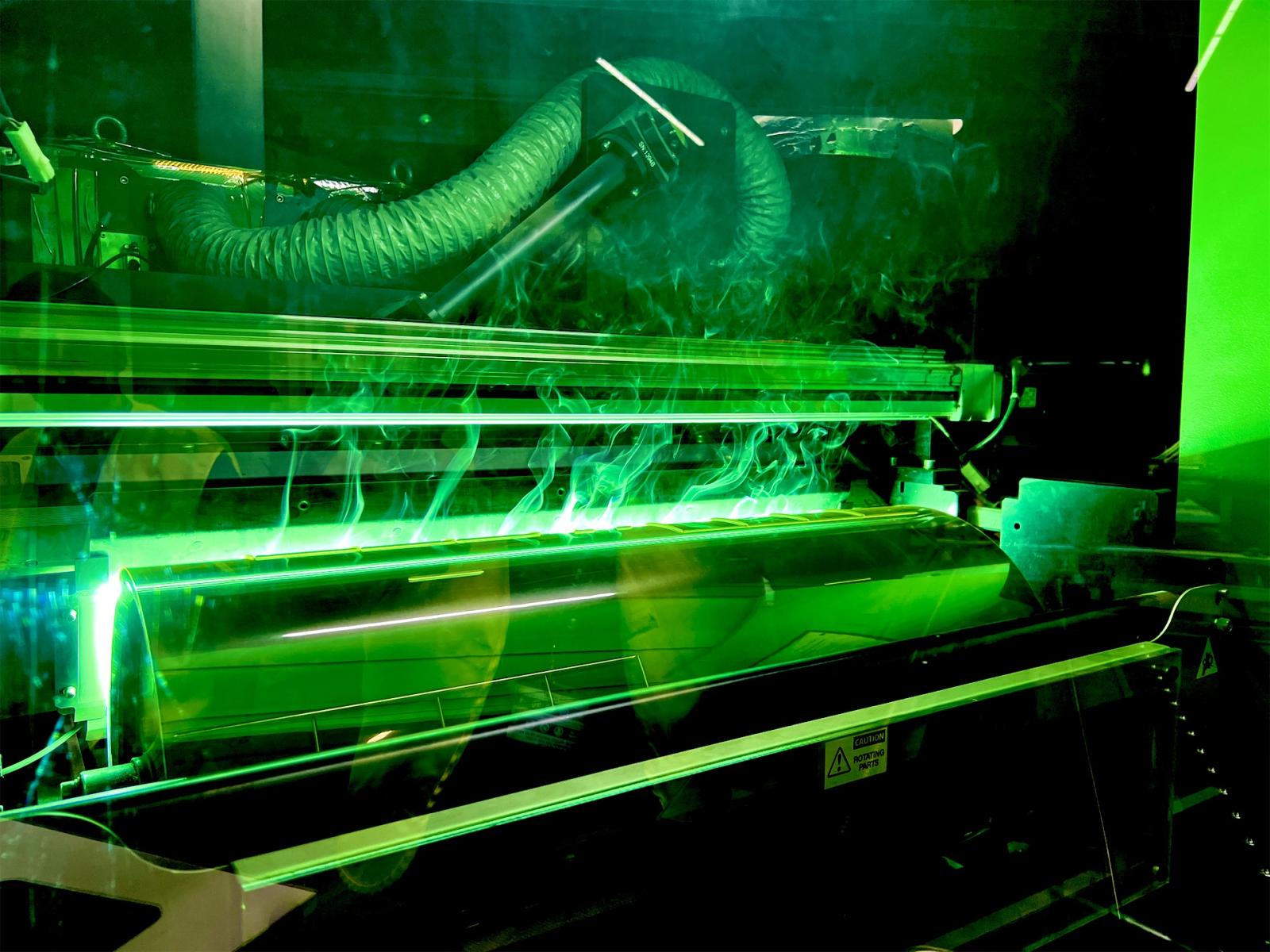

Seeing the Highcon Beam 2C in a working environment like Thimm's is interesting as Highcon now clearly shows that their technology is industrially grated, which will open up more opportunities.







Login
New User? Signup
Reset Password
Signup
Existing User? Login here
Login here
Reset Password
Please enter your registered email address. You will recieve a link to reset your password via email.
New User? Signup
Currency Exchange Graph